













Tél :
+86-15905996312E-mail :
machine@hongancn.com
Tél :
+86-15905996312E-mail :
machine@hongancn.com
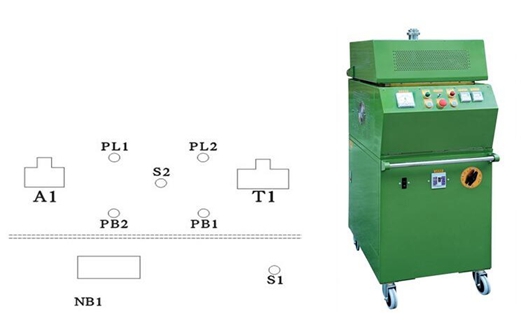
Le rôle du préchauffeur à haute fréquence dans la production de produits en mélamine ne peut être sous-estimé. Après avoir été chauffé par un préchauffeur haute fréquence, il présente de nombreux avantages : améliorer la fluidité de la poudre de mélamine raccourcir le temps de coulée éliminer les conduites d'eau du produit améliorer la finition du produit fini économisez la quantité de poudre de mélamine prolonger la durée de vie du moule Alors comment faire fonctionner la machine de préchauffage ? Commençons par connaître le panneau de commande du préchauffeur. Présentation du panneau de commande : A1 = COMPTEUR DE COURANT PL1 = VOYANT DE PUISSANCE (VERT) PB2 = DÉMARRAGE HAUTE FRÉQUENCE S2 = COMMUTATEUR HAUTE TENSION PL2 = HFPILOT LIGHT (ROUGE) PB1 = ARRÊT HAUTE FRÉQUENCE T1 = MINUTERIE HAUTE FRÉQUENCE NB1 = DISJONCTEUR SANS FUSIBLE S1 = RÉGLEUR HAUTE TENSION Ensuite, Shunhao vous guidera à travers les étapes spécifiques de l'opération. 1. Ouvrez la porte électromécanique du préchauffeur et l'alimentation est de 380 V. 2. Allumez l'interrupteur d'alimentation du préchauffeur, le voyant d'alimentation est allumé et réchauffez-le pendant 5 à 10 minutes. 3. Réglez le commutateur haute fréquence sur "ON". 4. Réglez le « temps de chauffage » et la « température de chauffage ». 5. Mettez la poudre de mélamine dans un récipient spécial et appuyez sur le bouton « Démarrage haute fréquence ». L'indicateur de chauffage s'allumera et l'objet traité commencera à préchauffer. 6. Lorsque la température atteint la valeur définie, la haute fréquence cessera de fonctionner et le préchauffeur s'ouvrira automatiquement. 7. Dans le cadre d'un travail normal, si une anomalie est détectée, elle doit être arrêtée et arrêtée immédiatement, et signalée au personnel concerné pour manipulation. CONSEILS : Pour plus de sécurité : veuillez couper l'alimentation de la machine pendant la vérification ou l'entretien en cas de besoin. Et gardez la porte latérale fermée pendant son fonctionnement.

La partie la plus importante de la machine de préchauffage est le tube. Avant expédition, le tube et la machine seront soigneusement emballés séparément. Pour la sécurité des marchandises, les machines Shunhao utilisent un emballage scellé dans une boîte en bois, protégeant à 100 % la machine contre l'humidité et les collisions. Une fois que les clients ont reçu la machine, notre ingénieur professionnel aidera à réinstaller le tube. Regardons d'abord la vidéo pour avoir une idée générale. Étapes d'installation : 1. Retirez le verre et replacez soigneusement le tube Canon. 2. Connectez fermement les autres fils ou bobines à leur bon endroit. Remarque clé : Toshiba Japan Tube a changé de nom le 1er novembre 2018, le nouveau nom est désormais Canon Tube . C'est l'élément clé du cœur de la machine de préchauffage. La machine de préchauffage est principalement utilisée pour le processus de préchauffage des composés de moulage de mélamine. Paramètres de la machine : Non Contenu. HGY-520 HGY-720 HGY-1020 1 Sortir 5KW 7KW 10KW 2 Source d'énergie 3Φ 220V _380V415V 3Φ 220V _380V415V 3Φ 220V _380V415V 3 Entrée de puissance 11KVA 13KVA 20KVA 4 Fréquence d'oscillation 62 MHz 62 MHz 27 MHz 5 Tuyau d'aspirateur 7T699RB E3069RB 8T85RB 6 Commutation de tension 3 étapes 3 étapes 3 étapes 7 Temps 999.9S 8 Puissance de préchauffage 110 ℃ dans les 60 secondes 9 Résine phénolique 1200gr 1500gr 6500gr dix Composé de moulage en mélamine 1000gr 1200gr 6000gr 11 Composé de moulage à l'urée 1000gr 1500gr 6000gr 12 Taille de l'électrode 310 × 360 m/m 340 × 380 m/m 450 × 560 m/m 13 Espacement des électrodes 30-70 m/m 30-70 m/m 35-60 m/m 14 Dimensions de la machine (LWH) 850×600×1520 850×600×1520 1150×820×1720 15 Poids de la machine 260kg 320kg 600kg La machine de préchauffage a différents modèles : 3KW est très petit, peu utilisé dans l'industrie de la mélamine 5KW est utilisé normalement, pour travailler avec une machine de 150 à 250 tonnes, capacité de poudre jusqu'à 1000 grammes 7KW est similaire au modèle 5KW, mais sa capacité est plus grande, capacité de poudre jusqu'à 1200 grammes. 10KW est utilisé pour la grande pression de la machine de moulage de mélamine , de 300 tonnes à 800 tonnes, capacité de poudre jusqu'à 6000 grammes Pour la machine de moulage de couvercles de siège de toilette à l'urée , une machine de préchauffage de 10 KW est recommandée

La machine de préchauffage à haute fréquence est principalement utilisée pour le préchauffage de matériaux thermodurcissables tels que la mélamine, le plastique urée, la résine époxy, le phénolique, la mélamine, etc. avant le moulage. Avantage du préchauffage : il peut améliorer la fluidité des matériaux, réduire les ingrédients nocifs et améliorer la brillance de la surface des produits. Application : ustensiles de cuisine, vaisselle, composants électroniques, circuits intégrés, appareils électriques et autres industries. Shunhao Factory possède de nombreuses années d'expérience dans la production de machines de préchauffage à haute fréquence . Pendant le processus de production, nous continuons à améliorer les performances de la machine, ce qui améliore considérablement la capacité d'autoprotection de la machine pendant le processus d'utilisation et rend le fonctionnement et la maintenance plus pratiques et plus sûrs pour les opérateurs ! 1. Protection contre les surintensités Lorsque la machine est utilisée, si le courant est trop important en raison d'une surcharge ou d'étincelles, le dispositif de protection contre les surintensités de la machine coupe automatiquement l'alimentation haute tension et ouvre le couvercle supérieur pour protéger le tube oscillant du impact d’un courant élevé. Prolongez la durée de vie du tube oscillant ! 2. Protection des ventilateurs En raison de la grande poussière dans l'environnement de travail du préchauffeur haute fréquence , le ventilateur qui refroidit le tube électronique est sensible à l'accumulation de poussière, ce qui entraîne un volume d'air de refroidissement trop petit ! Lorsqu'il y a trop de poussière sur la turbine du ventilateur ou sur le filtre à poussière et que le volume d'air de refroidissement du tube oscillant n'est pas suffisant, le dispositif spécial de protection du ventilateur coupe automatiquement l'alimentation de l'ensemble de la machine pour protéger le tube oscillant et la poussière. doit être nettoyé pour fonctionner normalement! 3. Filtre à poussière : facile à démonter et à installer Le filtre à poussière de la machine de préchauffage Shunhao est facile à démonter et à installer facilement sans aucun outil, ce qui rend le travail de nettoyage de la poussière plus facile et plus pratique ! 4. Dispositif de filtrage spécial Certains clients ont indiqué que lorsque certaines machines de préchauffage à haute fréquence préchauffent des matériaux, la haute fréquence interférera avec le fonctionnement normal du thermostat de la machine hydraulique, provoquant une température du moule très différente de la température réglée. La machine de préchauffage à haute fréquence Shunhao est spécialement équipée d'un dispositif de filtrage pour permettre au thermostat de la presse hydraulique de fonctionner de manière plus stable sans interférence. 5. Protection de sécurité Lors de la conception de la machine, nous avons pleinement pris en compte la sécurité personnelle des opérateurs. Les per...
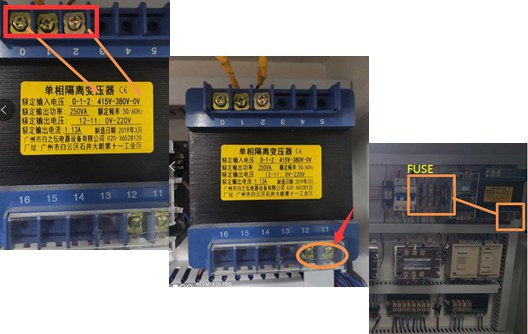
Normalement, dans des conditions de fonctionnement normales, le transformateur de la presse à vaisselle en mélamine n'est pas facile à griller. Aujourd'hui, SHUNHAO Factory partage l'expérience de travail suivante pour aider les ingénieurs de l'usine à mieux réparer le transformateur de la machine à vaisselle en mélamine. Si le transformateur de la machine hydraulique à mélamine ne fonctionne pas correctement, veuillez vérifier l'état du transformateur selon les étapes suivantes : 1. Vérifiez si les trois points de connexion sur le côté supérieur gauche du transformateur sont correctement connectés selon les instructions correctes. Par exemple, une tension de 380 V doit connecter 1 et 2 La tension de 415 V doit connecter 0 et 2 2. Si le point de connexion est correct mais que la machine ne peut toujours pas fonctionner, vérifiez si le point d'entrée du transformateur a une tension de 380 V ou 415 V (Figure 1). S'il n'y a pas de tension de sortie, cela signifie qu'il y a un problème avec l'alimentation principale, veuillez venir vérifier l'alimentation principale de votre usine. Figure 1 3. Si le transformateur a une tension d'entrée de 380 V ou 415 V, vérifiez si le point de sortie du transformateur a une tension de 220 V (Figure 2). S'il y a une entrée de tension de 380 V ou 415 V mais pas de sortie de 220 V, cela signifie que le transformateur a été grillé et qu'un nouveau transformateur doit être remplacé. Figure 2 4. S'il y a une sortie de 220 V, continuez à vérifier si le fusible connecté au point de sortie est grillé (Figure 3). Si le fusible a grillé, remplacez-le par un neuf. Si le fusible n'a pas grillé, cela signifie que ce transformateur fonctionne normalement, veuillez procéder au dépannage d'autres problèmes avec la machine. Figure 3 SHUNHAO Machinery Factory fournit non seulement des machines à vaisselle en mélamine de qualité qualifiée et une technologie mise à jour, mais possède également de nombreuses années d'expérience en service mécanique, ce qui peut vous fournir la garantie de maintenance de suivi de la machine.

Aujourd'hui, Shunhao va partager avec vous les règles de fonctionnement pour garantir le fonctionnement sûr de la presse hydraulique par les opérateurs d'usine. Procédures d'exploitation sûres 1. L'opérateur doit être familier avec les performances et la structure de la presse hydraulique et être certifié pour son fonctionnement après la formation. 2. Pendant le fonctionnement de la machine, le corps de l'opérateur n'est pas autorisé à pénétrer dans l'espace de travail de la poutre mobile et à utiliser des outils pour charger et décharger les pièces de travail. 3. L'opérateur doit porter un équipement de protection individuelle avant de démarrer la machine. 4. Effectuez une inspection avant travail et vérifiez si les différentes fonctions de la presse hydraulique sont normales. S'il y a un problème, il doit être traité immédiatement avant de commencer les travaux : Vérifiez s'il y a des fuites d'huile dans divers tuyaux d'huile, vannes d'huile de collecteur, cylindres d'huile, etc. ; Vérifiez si la poutre mobile glisse manifestement vers le bas et si la position de maintien est correcte ; Vérifiez si l'interrupteur photoélectrique et l'interrupteur d'arrêt d'urgence fonctionnent de manière flexible ; Vérifiez s'il y a du bruit provenant de la presse hydraulique ; Vérifiez si le réservoir d'huile contient suffisamment d'huile hydraulique ; Vérifiez si le piston du cylindre d'huile est desserré et si la surface est lubrifiée avec de l'huile. 5. Si deux personnes ou plus doivent coopérer pour fonctionner, les interrupteurs de commande avant et arrière doivent être allumés et les interrupteurs de commande bimanuelle et les interrupteurs d'arrêt d'urgence correspondants doivent être fournis. 6. Il est strictement interdit de travailler au-delà de la course maximale de la poutre mobile (c'est-à-dire pas moins que la hauteur minimale fermée de la presse hydraulique). 7. Lorsque vous travaillez à pleine charge, l'excentricité maximale autorisée de la charge concentrée est de 50 mm et elle ne doit pas être surchargée ou utilisée au-delà de l'excentricité maximale. 8. Arrêtez la presse hydraulique automatique lors de l'inspection du moule et utilisez des blocs de bois pour soutenir la poutre mobile. 9. Toutes les vannes de régulation de pression et les interrupteurs de déplacement doivent être réglés avec des outils et du personnel spéciaux. 10. Le système de refroidissement doit être activé avant de démarrer pour garantir que la température de l'huile ne dépasse pas 60 degrés. 11. Pendant le travail, faites très attention à savoir si la machine hydraulique présente des anomalies. Assurez-vous que la machine ne fonctionne pas en cas d'anomalie. 12. Le moule en mélamine doit être fermé avant d'arrêter la machine, puis arrêter la pompe à huile et couper l'alimentation. 13. Une fois le travail terminé, nettoyez la machine-outil, nettoyez la zone de travail et remplissez la « Carte d'entretien quotidien de l'équipement »...

En fabriquant des moules en provenance de Chine, il y a jusqu'à présent des avantages : 1. La technologie de fabrication des moules est acceptable, et même assez exacte ou précise. A savoir qu’il existe de nombreuses grandes usines d’art de la table en activité en Chine et fournissant des pays européens ou américains. Fabriquent-ils des moules en provenance d’Allemagne ou d’autres pays ? Non, en Chine uniquement. 2. Vous le savez bien, les moules allemands, japonais ou chinois Taiwan sont de très bonne qualité, mais leur coût est également élevé et ne peut pas du tout couvrir la concurrence. Les moules fabriqués en Chine peuvent toujours générer des bénéfices pour les usines de vaisselle et également améliorer leur concurrence, en raison de leur coût inférieur à celui des autres. Partagez maintenant l'idée sur la façon de choisir les matériaux en acier des moules pour la vaisselle en mélamine ou la vaisselle en urée : Les aciers normalement utilisés pour les moules à compression en Chine : Acier 718#/acier P20#/acier P45# et acier NAK80# (acier importé) Pour fabriquer la vaisselle à l'urée : la vaisselle à l'urée est bon marché, les usines doivent économiser sur le coût de la poudre/des moules, même les machines fonctionnent également en modèle manuel (en Chine, les usines de vaisselle à l'urée ne font fonctionner que les machines de moulage automatiques). Ainsi, le P20# (fabriqué en Chine) est populaire dans la production de vaisselle à l'urée. Mais l'inconvénient est que de tels moules fabriqués à partir de P20# ne peuvent pas être très brillants. Et la qualité de l'acier n'est pas parfaite à 100%, parfois de petits trous provenant des aciéries, qui peuvent apparaître après quelques jours ou quelques mois seulement pour un tel problème d'acier. Les ouvriers de l'usine de moules Shunhao changent l'acier de ces moules et en fabriquent de nouveaux pour les clients lorsque de tels trous sortent dans l'usine de moules. Pour vérifier le coût, les moules de vaisselle à l'urée peuvent choisir l'acier P20# . Pour fabriquer la vaisselle en mélamine : La poudre de mélamine est plus dure que le composé de moulage à l'urée, qui nécessite de l'acier dur pour les moules. L'acier 718# est le plus populaire dans les usines de vaisselle en mélamine. Le coût de l'acier 718# en Chine est inférieur à celui de l'Allemagne P20# (fabriqué en Allemagne, P20# L'Allemagne doit payer pour son devoir élevé), mais sa dureté peut supporter la compression du composé de moulage en mélamine. La fabrication de la vaisselle à partir de moules en acier 718# est brillante et lumineuse. Même l'acier 718# est plus coûteux que l'acier P20# (Chine), mais bon pour la vaisselle en mélamine et améliore sa concurrence en matière de qualité. L'acier P45# s'utilise différemment : A.Molds' 2 plaques B.les éléments de test pour l'usine de vaisselle C. les marchandises commandées dans un court délai ou pour une commande unique uniquement L'usine de moules Shunhao a jusqu'à présent servi plus de...

La belle apparence de la vaisselle en mélamine bénéficie de l’application de papier décalcomanie. Tout d’abord, le papier autocollant sera trempé dans de l’eau en poudre et séché. Après la première presse, du papier décalcomanie et de la poudre de vitrage seront appliqués pour la deuxième presse. La vaisselle en mélamine à motifs est enfin terminée. Le papier décalcomanie utilisé dans la vaisselle en mélamine doit être séché deux fois : 1er séchage : sécher l'encre sur le papier après impression du motif 2ème séchage : sécher le papier décalque à l'étuve après l'avoir brossé à l'eau de poudre à glacer. (Il peut être séché naturellement, vous pouvez utiliser l'ancien four ou la ligne de séchage automatique du papier autocollant . 1. Si l’usine dispose de suffisamment d’espace et que la température est suffisamment élevée, nous pouvons procéder à un séchage naturel. Le papier décalque brossé à l'eau de poudre de mélamine sera clipsé puis accroché à la corde. Cependant, le séchage naturel prend beaucoup de place et doit empêcher la poussière de se déposer sur le papier décalque humide, ce qui prend beaucoup de temps ; 2. Si la demande de papier autocollant dans l'usine n'est pas importante et que l'espace n'est pas assez grand, nous pouvons utiliser un vieux four à deux portes. Il est pratique pour les travailleurs de contrôler la température du papier séchant. 3. Si la demande de papier décalque est importante, nous pouvons utiliser la ligne de séchage automatique . Cela permet d'économiser du travail et du temps avec une efficacité élevée. En plus de la qualité du papier et de la qualité du séchage, le papier décalque utilisé dans la vaisselle en mélamine a également des exigences opérationnelles pour une utilisation sur la machine de moulage. Conseils du guide technique : 1. Pour réaliser des autocollants de bonne qualité, il faut les poser le plus tôt possible avant que des bulles n'apparaissent à la surface du produit. Si le moule est ouvert trop tôt, le produit collera facilement au moule supérieur ; Si le moule est ouvert trop tard, l'autocollant et le produit auront une mauvaise adhérence et seront sujets à des défauts. 2. La raison des fissures de l'autocollant sur le produit est que la vitesse de fermeture du moule est trop rapide ou que la surface de la vaisselle présente déjà des fissures. Si vous avez des questions concernant les conseils ci-dessus, veuillez consulter d'autres articles connexes sur le site Web Shunhao Machines and Molds ou appelez-nous au +86 15905996312.

La production de vaisselle en mélamine qualifiée nécessite non seulement des matières premières de haute qualité, des machines de fabrication de vaisselle en mélamine qualifiée , mais également un certain support technique pour les opérations de production. Il est plus facile pour le responsable de production expérimenté d'obtenir une vaisselle en mélamine de haute qualité. L'usine Shunhao fournit des conseils professionnels aux fabricants de vaisselle en analysant les causes des produits en mélamine défectueux. Bulles d'air : temps de durcissement court, échappement insuffisant, moule surchauffé, chauffage inégal, pression insuffisante, température de préchauffage élevée des matières premières (machine nécessaire : préchauffeur de mélamine ) ; Fissures de surface : pression insuffisante, mauvaise fluidité de la matière première, fermeture du moule trop lente, dispersion de la matière première, matière première insuffisante ; Trous à l'intérieur : échappement insuffisant, fermeture du moule trop rapide, temps de durcissement court ; Petites rides : fermeture trop rapide du moule sous haute pression, humidité élevée de la matière première ; Coller au moule : durcissement insuffisant, température du moule basse et surface du moule non lisse ; Doux : le temps de durcissement est trop court et l'humidité de la matière première est élevée ; Tache : teneur élevée en substances volatiles dans la matière première, fermeture trop rapide du moule, échappement insuffisant, température du moule trop élevée ; Fentes : temps de durcissement trop long, température du moule élevée ; Décoloration : chauffage inégal, température de moulage élevée, mauvaise qualité des matières premières, temps de durcissement court.

No.173, Jitai Rd., Qingmeng Ind Zone, Quanzhou City, Fujian, China

E-mail : machine@hongancn.com
Différents modèles de machines disponibles et différentes surfaces ou textures de moules peuvent être fabriqués à partir de Shunhao Factory. Une riche expérience depuis 2002 réduira le coût des erreurs lors de la gestion de vos usines de vaisselle.





droits d\'auteur © 2026 Quanzhou Shunhao Melamine Moulds Co.,Ltd. Tous droits réservés.
Blog réseau ipv6 pris en charge
réseau ipv6 pris en charge












