













Tél :
+86-15905996312E-mail :
machine@hongancn.com
Tél :
+86-15905996312E-mail :
machine@hongancn.com

Usine de Shunhao Offre des machines de bonne qualité et un service après-vente fiable. Vous trouverez ci-dessous un guide simple pour vous aider à dépanner et à maintenir votre machine de polissage de vaisselle en mélamine automatique . Si le système d'extraction des matériaux ne fonctionne pas correctement, suivez ces étapes pour identifier et résoudre le problème. Étape 1: Inspectez les feuilles de fer sur le rail d'aspiration Examinez les deux feuilles de fer situées sur le rail d'aspiration. Ces feuilles interagissent avec les capteurs de la machine, donc un alignement approprié est essentiel. Mesurez l'écart entre le bas de la feuille de fer et le bas de la feuille de cuivre sur l'assemblage d'aspiration. La mesure idéale doit être comprise entre 22 et 22,5 cm. - Si la distance dépasse 22,5 cm, le ramassage des matériaux peut être mal aligné. - S'il est inférieur à 22 cm, l'assemblage d'aspiration peut entrer en collision avec le haut, causant des dommages. Étape 2: Vérifiez la fonctionnalité de relais Inspectez le relais lié au capteur. Lorsque la feuille de fer augmente pendant le processus d'extraction (dans la plage de 22,5 cm 22,5 cm), le relais doit s'activer et s'allumer, confirmant qu'il est opérationnel.
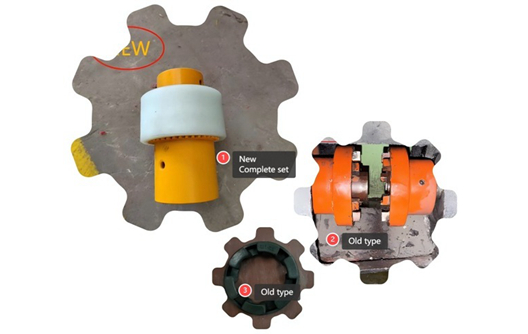
dans la production Processus de vaisselle en mélamine, la maintenance appropriée de la machine de moulage de vaisselle en mélamine est de la plus haute importance. Parmi tous les composants de la machine, le couplage, principalement utilisé Pour connecter le moteur et la pompe à huile, fonctionnant comme un tampon pendant le Fonctionnement de la machine de moulage. Par conséquent, le maintien des accouplements est très important. Comme la machine de moulage automatique des articles de mélamine fonctionne à grande vitesse quotidiennement, les vis de couplage peuvent occasionnellement desserrer. Par conséquent, pour les clients ou les techniciens qui fonctionnent Shunhao Brand Mélamine Table Vérification Machines , il est fortement recommandé d'effectuer des inspections régulières de la couplage. Voici quelques points de maintenance clés organisés par Shunhao Machine et Factory Mold . 1. Resserrement des vis: une fois que vous avez remarqué que le Les vis de couplage sont devenues lâches, il est essentiel de les resserrer immédiatement. Les vis en vrac peuvent entraîner une instabilité pendant le fonctionnement et peut même causer des dommages plus graves aux composants de la machine. 2. Inspection de la couverture en caoutchouc: Vérifiez régulièrement si le couvercle en caoutchouc reliant le couplage a vieilli. Si le couvercle en caoutchouc montre des signes de vieillissement, il doit être remplacé rapidement. Les housses de caoutchouc vieillissantes sont sujettes à la rupture, qui peut faire tourner les couplages les uns contre les autres, entraînant des dommages au couplage. en 2022, Les machines de vaisselle en mélamine Shunhao ont été mises à jour avec une nouvelle couverture de matériau pour protéger les réglages. comme indiqué dans le image, 1 est un nouvel ensemble complet: nouveau Couverture matérielle avec couplage de structure mis à jour. De plus, c'est Compatible avec les machines précédentes de Shunhao. Ainsi, si les clients ont besoin de mettre à jour un nouveau composant, ils peuvent acheter le couplage durable avec un nouveau type de couverture. 2 et 3 sont des types anciens: Le couvercle en caoutchouc avec des couplages a été utilisé dans d'autres usines de machines pendant plus de 20 ans, mais faciles à endommager. En conclusion, Shunhao suggère aux clients de mettre à jour le couplage nouvellement développé avec un nouveau type de couverture qui est plus durable. En attendant, il est nécessaire de vérifier les vis de l'accouplement à Assurer l'opération à long terme.
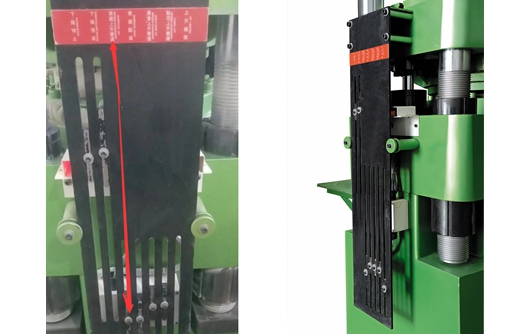
Lorsque vous regardez l'automate, vous pensez peut-être que de nombreux paramètres doivent être ajustés ; la production de vaisselle en mélamine semble être un processus de production compliqué. Cependant, après plusieurs mois de fonctionnement, les paramètres importants peuvent être résumés très facilement. 1. Ajustez la distance de montée et de rotation lentement avant de fermer le moule. 2. Ajustez le temps de moulage en fonction de la taille du produit. 3. Ajustez la température. Il est ajusté en fonction de différentes matières premières. 4. Ajustement de la distance d'échappement, de l'attente d'échappement et du temps d'échappement. 5. Réglage du temps de décalcomanie (presque le même, seulement affiné). 6. Réglage du temps de glaçage (presque le même, seulement affiné). Aujourd'hui, Shunhao Factory présentera le premier : le réglage de la distance de montée et de ralentissement avant la fermeture du moule. Tout d'abord, regardez l'image ci-dessous, elle peut être ajustée sur la plaque de course de la machine. Il y a un capteur de proximité derrière la plaque de course. Le bouton de montée et de ralentissement peut être réglé de haut en bas. un. Lorsque le bouton est proche du capteur de proximité et que le voyant est allumé, indiquant que la position commence à fonctionner de rapide à lent. b. Une fois la matière première allumée, l'opérateur appuie sur le bouton CURING, puis la machine commence à monter rapidement pour fermer le moule. L'opérateur ajuste ce bouton pour décider où tourner lentement. Shunhao continuera à donner quelques exemples pour que vous sachiez plus clairement. Fabrication de plaques Les matières premières s'écoulent plus rapidement dans le moule en plaque, puis le bouton de vitesse de montée et de ralentissement peut être ajusté vers le bas pour fermer le moule dès que possible. Fabrication de bols profonds La matière première a besoin de plus de temps pour remplir toute la cavité du moule à bol profond, puis le moule doit être fermé lentement et le moule doit être complètement fermé lorsque la matière première a rempli toute la cavité. Si le moule a été complètement fermé avant que les matières premières n'aient rempli le moule, alors il y aura un problème : le manomètre d'huile indique que la pression continue de baisser, bien que le moule soit complètement fermé. Par conséquent, les boutons situés sur la plaque de course sur le côté droit de la machine sont très utiles. Nous pouvons affiner l'action pour que la machine et le moule soient parfaitement adaptés, ce qui constitue également un avantage pour prolonger la durée de vie de la machine. Nous espérons que cet article vous sera utile, continuez à soutenir Shunhao Machine and Mold Factory !

La machine de préchauffage à haute fréquence joue un rôle essentiel dans la production de vaisselle en mélamine. Le préchauffage de la poudre de mélamine par le préchauffeur HF peut améliorer la fluidité de la poudre, raccourcir le temps de moulage sous pression de la machine de moulage de mélamine , améliorer la douceur du produit fini, économiser la quantité de poudre de mélamine et prolonger la durée de vie de la compression de mélamine. moule . Afin d'assurer une production normale, Shunhao Factory a trié les situations et solutions pouvant être rencontrées lors de l'utilisation du préchauffeur HF . Il existe 8 situations comme suit. 1. Le voyant d'alimentation est éteint ou vacille et le transformateur de commande est cassé. Remplacez le transformateur de commande. 2. La haute pression est activée, l'interrupteur pneumatique est protégé (déclenché) et le tube électronique est cassé. Remplacez le tube électronique. 3. Le voyant d'alimentation est éteint, le ventilateur fonctionne normalement, mais le pressostat du vent ne se ferme pas, le dissipateur thermique anodique du tube électronique est bloqué par la poussière et le vent soufflé par le ventilateur ne parvient pas à faire sauter le pressostat du vent. Utilisez le pistolet à air pour souffler la poussière . 4. L'activation de la haute fréquence interférera avec le contrôle de la température. Ajustez la position de l'inductance et le degré d'étanchéité. 5. Lorsque le courant anodique est trop important lors du travail. Ajustez la distance de capacité d'air de la chambre d'oscillation. Plus le courant est proche, plus il est important et plus il est éloigné, ce qui est essentiellement maintenu à environ 21 mm. 6. Lorsque la machine émet des étincelles dans la chambre de chauffage, le couvercle supérieur s'ouvre automatiquement et le buzzer déclenche une alarme. Utilisez d'abord un pistolet à air comprimé pour éliminer les impuretés métalliques dans la chambre de chauffage et nettoyez la zone d'allumage avec de l'alcool. 7. La fréquence de chauffage est faible. Ajustez le taux de pôles et ajustez la position du trou de la grande inductance. 8. Le courant anodique augmente progressivement et le tube électronique est endommagé. Remplacez le tube électronique. Pour en savoir plus sur « Le dépannage de la machine de préchauffage », veuillez visiter notre site Web ou cliquer sur le titre pour plus de détails.

Aujourd'hui, Shunhao Mold Factory partagera les critères de sélection de 718 moules en acier pour les usines de vaisselle et annoncera désormais les précieuses informations au public. 1. Lorsque les exigences de dureté de l'acier pour moule 718 sélectionné sont respectées, la plage de dureté qui produit une fragilité à l'état revenu doit également être évitée. Le premier type de fragilité après revenu de l'acier au carbone se produit généralement à la limite inférieure de la plage de température mentionnée ci-dessus, environ 250 °C, tandis que celui de l'acier allié se produit à la température limite supérieure d'environ 350 ~ 300 °C. 2. Du point de vue de la prévention des fissures, certaines exigences doivent être mises en avant lors du choix des matériaux. L'acier allié a une meilleure capacité de durcissement et permet une trempe dans un milieu de refroidissement plus lent. La contrainte thermique et la contrainte structurelle sont relativement faibles, de sorte que la tendance à la fissuration est également faible. L'acier au carbone a une faible capacité de durcissement et est sujet à la surchauffe. Les contraintes structurelles et thermiques pendant la trempe sont importantes, de sorte que la tendance à la fissuration est également importante. 3. La recherche de la valeur de dureté la plus élevée pour la nuance d'acier sélectionnée nécessite que le concepteur formule raisonnablement des conditions techniques pratiques basées sur les performances de service et la nuance d'acier sélectionnée. Pour le coût élevé ou la structure complexe du moule en acier 718, lorsque le traitement thermique est difficile à répondre aux exigences techniques, les conditions techniques doivent être temporairement modifiées et les exigences qui ont peu d'effet sur la durée de vie doivent être assouplies de manière appropriée. afin d'éviter les réparations multiples et les déchets. Pour les moules soumis à des forces complexes et à de lourdes charges pendant le travail, des conditions techniques claires doivent être proposées en fonction des besoins spécifiques. 4. En outre, il est nécessaire de renforcer l'inspection et la gestion des matières premières pour empêcher l'acier du moule 718 de se fissurer en raison de défauts des matières premières. Lors de la sélection de l'acier pour moules, Shunhao Melamine Molds Factory prendra en compte de manière exhaustive les aspects techniques et économiques, non seulement pour répondre aux exigences techniques, mais également pour être économiques et durables. L'acier moulé 718 est le type d'acier le plus populaire utilisé dans les usines de vaisselle en mélamine. Shunhao Mold Factory garantit non seulement la qualité et la durée de vie des moules de presse en mélamine en termes de technologie et de sélection des matériaux, mais prend également en compte les besoins de production des usines de vaisselle, ce qui a gagné beaucoup de confiance et d'affirmation de la part des clients. Pour plus d'informations sur les caractéri...

La machine de préchauffage à haute fréquence est largement utilisée dans l'industrie du moulage, telle que les composants électroniques discrets à semi-conducteurs, les circuits intégrés, le collecteur de moteur et la vaisselle en porcelaine imitation mélamine, les appareils électriques en plastique, etc. Avantages : Le chauffage par préchauffeur à haute fréquence peut augmenter la forte liquidité, raccourcir le temps de coulée, éliminer les contraintes dans les matériaux, éliminer les conduites d'eau et améliorer le degré de luminosité et de propreté des produits finis, économiser le dosage des matériaux, prolonger la durée de vie de la matrice. Aujourd'hui, Shunhao Factory partagera avec vous les problèmes courants et les dépannages que vous pourriez rencontrer en fonctionnement. Le couvercle ne s'ouvre pas 1. Le voyant d'alimentation du panneau ne s'allume pas et le ventilateur ne fonctionne pas Portée de l'inspection : ventilateur et condensateur de ventilateur, transformateur d'isolement, fusible 3A et alimentation. 2. Le voyant d'alimentation du panneau est éteint et le ventilateur fonctionne Portée de l'inspection : pressostat éolien, transformateur de commande et si l'alimentation électrique manque de phase. 3. Le voyant d'alimentation du panneau est allumé et il n'y a aucun rappel d'ouvrir le couvercle Portée d'inspection : relais de commande principal WR, contacteur MSI AC. 4. Le voyant d'alimentation du panneau est allumé et un rappel vous rappelle d'ouvrir le couvercle. Portée de l'inspection : moteur et condensateur du moteur. Le couvercle ne ferme pas Portée d'inspection : relais temporisé 2TR, bouton d'arrêt, relais anti-extrusion ZR et son câblage, relais anti-surintensité OCR et son câblage, relais de réinitialisation MR et son câblage, relais de commande principal WR et son câblage, bouton de démarrage, relais temporisé 4TR, Le moteur et sa capacité moteur. Ouverture automatique du couvercle après l'activation de la haute fréquence 1. Débranchez le fil de la pile de silicium au tube électronique, si la machine de test saute Portée d'inspection : pile de silicium, transformateur haute tension. 2. Débranchez le fil de la pile de silicium au tube électronique, si la machine de test ne saute pas pour s'ouvrir. Portée d'inspection : dans la chambre d'oscillation (condensateur 500pF, condensateur 300pF, tube électronique, résistance 4kΩ). L'alarme ouvrira automatiquement le couvercle après l'activation de la haute fréquence Portée de l'inspection : allumage sur la surface de travail, allumage dans la chambre d'oscillation, circuit de protection contre les surintensités OCR et portée des éléments A et B mentionnés dans l'article précédent. Suggestions pour choisir une machine de préchauffage ▲ Machine de moulage de mélamine de 150 tonnes à 250 tonnes : machine de préchauffage 5KW/7KW ▲ Machines au-dessus de 300 tonnes : machine de préchauffage 10KW ★ Le tube Canon est la partie principale de la machine de préchauffage, importée à l'ori...

Afin de garantir que la machine de préchauffage à haute fréquence puisse jouer un rôle stable dans la production, réduire les réparations inutiles et réduire les coûts de maintenance, les mesures de maintenance suivantes doivent être mises en œuvre. Usine de machines et de moules Shunhao 1) Dans le cadre d'une utilisation pratique, le pistolet à air comprimé est souvent utilisé pour nettoyer la poussière et les débris dans l'espace de travail. 2) Utilisez régulièrement (au moins une fois par mois) un pistolet pneumatique pour éliminer la poussière et les impuretés dans la chambre d'oscillation, la salle de travail et l'armoire inférieure. 3) Essuyez régulièrement (au moins une fois par mois) le rouleau d'électrode et la plaque de bord dans la chambre de travail avec un solvant volatil (tel que le toluène). 4) Vérifiez régulièrement (au moins une fois par semaine) si la feuille de cuivre phosphoreux autour du couvercle supérieur est en bon contact avec le cuivre du coin jaune. S'il y a un noircissement ou une oxydation, il doit être poli à temps. 5) Vérifiez régulièrement (au moins une fois par semaine) si la position du volant de bielle est déviée. Dans des conditions normales : lorsque le couvercle supérieur est fermé, le trou du volant se trouve directement au-dessus ; lorsque le couvercle supérieur est ouvert, le trou du volant se trouve directement en dessous. S'il s'écarte, veuillez régler le micro-interrupteur correspondant dans le châssis à temps. 6) Nettoyez régulièrement le filtre d'entrée d'air de l'ensemble de la machine (au moins une fois par semaine ou par mois selon les conditions du site). 7) Après avoir allumé l'alimentation tous les jours, désactivez la « haute pression » et la machine exécutera un programme de travail cyclique sans charge avant de commencer le travail. La machine de préchauffage est idéale pour le composé de moulage de mélamine, peut économiser le temps de chauffage dans la machine de moulage et également éliminer l'eau de la poudre. Le modèle le plus populaire est de 5 kW pour une machine de moulage de mélamine de 150 tonnes/200 tonnes et d'un préchauffeur de 10 kW pour une presse de 300 tonnes/400 tonnes/500 tonnes ou plus. L'usine de machines Shunhao fournit la qualité garantie avec des préchauffeurs certifiés CE.

La conception structurelle et le processus du moule constituent la base du moule, et le processus sophistiqué et la structure raisonnable du moule garantissent dans une certaine mesure la durée de vie du moule. Shunhao Machine and Mold Factory a plusieurs années d'expérience dans la fabrication de moules à compression pour vaisselle en mélamine et a été servie par de nombreux clients nationaux et étrangers. Pour éviter les dommages causés par les moisissures, il est préférable de suivre les trois aspects suivants lors de la fabrication du moulage. 1. Bonne conception de la structure de moulage L'épaisseur de paroi des pièces moulées doit être aussi uniforme que possible pour éviter les points chauds et réduire la fatigue thermique provoquée par la concentration thermique locale du moule. Les coins des pièces moulées doivent avoir des congés de coulée appropriés pour éviter les contraintes causées par les angles vifs du moule. 2. Conception raisonnable de la structure du moule Chaque composant du moule doit avoir une rigidité et une résistance suffisantes pour résister à la pression sans déformation. L'épaisseur de paroi du moule doit être suffisante pour réduire la déformation. Le système de portes est conçu pour minimiser l’impact et l’érosion sur le noyau. Sélectionnez correctement la tolérance et la rugosité de surface de chaque composant. Maintenir l'équilibre thermique du moule. 3. Standardiser le processus de traitement thermique La structure métallographique du matériau peut être modifiée par traitement thermique pour garantir la résistance, la dureté, la stabilité dimensionnelle à haute température, la résistance à la fatigue thermique et les performances de coupe du matériau. Le processus de traitement thermique correct peut obtenir les meilleures performances du moule, et les performances de l'acier sont contrôlées par la température et le temps de trempe, la vitesse de refroidissement et la température de revenu.

No.173, Jitai Rd., Qingmeng Ind Zone, Quanzhou City, Fujian, China

E-mail : machine@hongancn.com
Différents modèles de machines disponibles et différentes surfaces ou textures de moules peuvent être fabriqués à partir de Shunhao Factory. Une riche expérience depuis 2002 réduira le coût des erreurs lors de la gestion de vos usines de vaisselle.





droits d\'auteur © 2026 Quanzhou Shunhao Melamine Moulds Co.,Ltd. Tous droits réservés.
Blog réseau ipv6 pris en charge
réseau ipv6 pris en charge












